以下是:异型钢管本地批发的产品参数您是想要在河南省郑州市采购高质量的异型钢管本地批发产品吗?亚华钢管有限公司是您的不二之选!我们致力于提供品质保证、价格优惠的异型钢管本地批发产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:胡经理-15066480076,QQ:1050645133,地址:《汇通物流园C区303发货到河南省 郑州市 中原区、二七区、金水区、上街区、惠济区、中牟县、巩义市、荥阳市、新密市、新郑市、登封市》。 河南省,郑州市 郑州市,简称“郑”,史谓“天地之中”,古称商都,今谓绿城,河南省辖地级市、省会、特大城市,《促进中部地区崛起“十三五”规划》明确支持建设的中心城市。地处河南省中北部,黄河中、下游分界处,介于东经112°42′~114°14′,北纬34°16′~34°58′之间,全市总面积7567平方千米。地形总趋势是西南高、东北低,属温带大陆性季风气候,境内有大小河流124条,地跨黄河、淮河两大流域。截至2022年12月,郑州市辖6个区、5个县级市、1个县。截至2022年末,郑州市有常住人口1282.8万人。
异型钢管本地批发的详细视频已经上传,从产品的外观到内在,从功能到性能,视频将为您呈现一个真实、的产品形象。
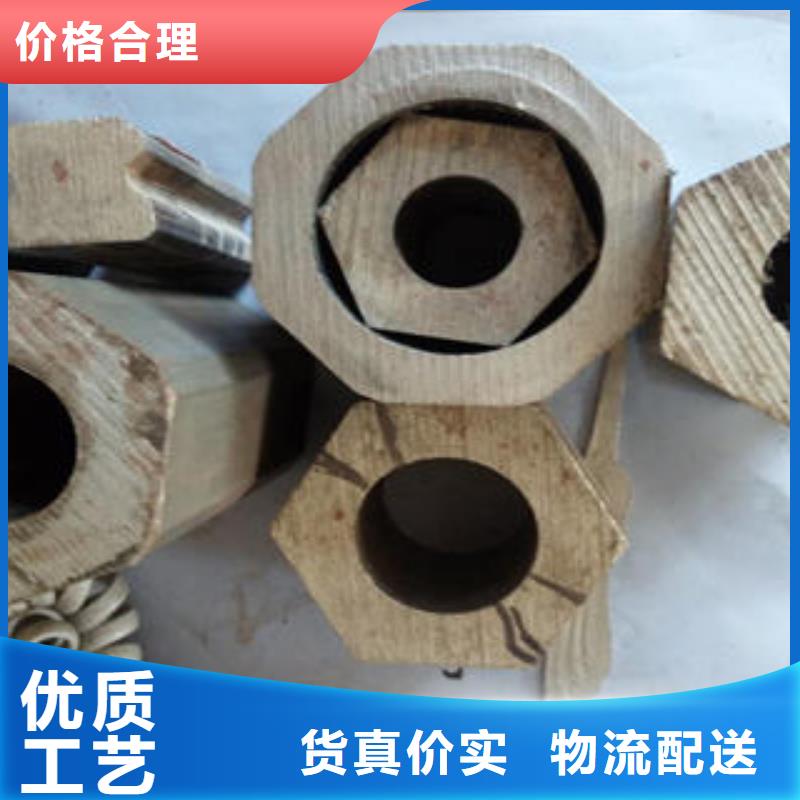
以下是:异型钢管本地批发的图文介绍
控制异型管厚度波动的九点措施:
(一)将乳化液的浓度由2.5%提高到4%左右,增大轧制过程中轧辊与异型管带钢有效接触区的油膜厚度,提高润滑性能,降低摩察系数,从而降低轧制力,改善厚度波动。
(二)通过添加酸性添加剂,使乳化液pH值控制在5-5.5,使轧制油颗粒度趋于增大,降低乳化液稳定性,使ESI由60%-80%降低到40%-60%,从而提高油水分离效果,改善异型管的润滑条件。
(三)降低工作辊辊面粗糙度,将辊面粗糙度由0.8-1.0μm减小到0.4-0.6μm。
(四)压缩轧制道次,减小因加工硬化引起变形抗力增大导致的异型管道次轧制力增大,厚度波动。
(五)将轧机正常生产时乳化液的加热温度由50-55 ℃,提高为55-60 ℃,以加快乳化液油滴分子的运动速度,使油滴分子聚集度增大,改善润滑条件。
(六)启车后直接升速轧制,以改善乳化液润滑条件,增加轧辊与异型管带钢之间轧制油量和油膜厚度,减小摩察系数,降低轧制力,减小厚度波动。
(七)增加工作辊热辊时间,使辊面热凸度均匀。对于辊径-385mm的工作辊适当增加轧制烫辊材。轧制烫辊材就是轧制0.3mm以下薄规格带钢之前,先轧制2、3卷0.6mm以上带钢,让工作辊辊面与辊身热透性均匀,保证有效压下效率,解决轧辊压靠时有效轧制力减小问题。
(八)将异型管道次压下率由25%左右提高到30%以上,并将成品道次轧制时手动加卷取张力,以弥补压下率调整后的不足,保证成品道次轧制到目标厚度。
(九)优先使用小辊径工作辊,通过轧辊优化分配,尽量安排小辊径工作辊生产0.3mm以下薄规格的异型管带钢。异型管冲压生产时在保证送料必要时间的前提下,尽量缩短送料时间,但提高送料速度会对精度产生不良的影响。送料精度的优劣直接影响着异型管的精度和品质,因此保持良好的送料精度是非常必要的。
经过多年的不懈努力和广大顾客的支持、信任,无论是从投资规模或销售业绩,河南郑州亚华钢管有限公司早已成为 无缝钢管业界里的经营企业之一。 为更好迎合市场发展需要,常年备有大量 无缝钢管现货供应,价格实惠、货源充足、规格齐全、提货便利,致力于为客人提供优质产品和一站式的便捷采购服务。 顾客为上,优质服务。竭诚与各地客商共同合作发展!
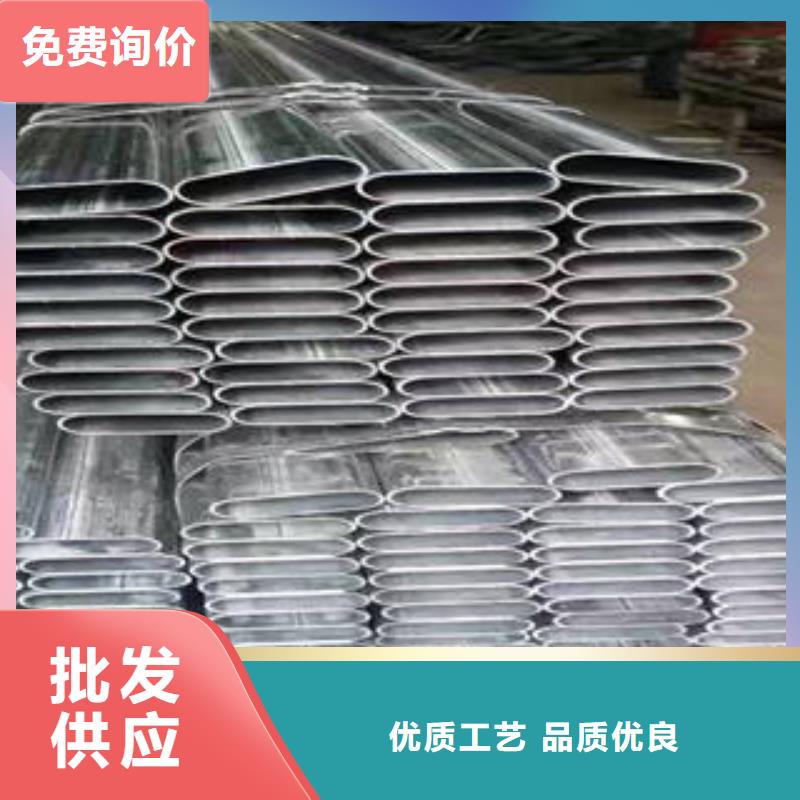
影响异型管送料精度的因素主要有以下七点:
(一)异型管送料装置的中心线与冲压机械的中心线必须设置在同一直线上。如果不在一条直线上,开卷后的材料被送到模具时,相对于模具就是倾斜的,模具内部的材料导向,送料装置的侧面导向等都会发生很大的抵抗,在很大程度上降低送料的精度。
(二)异型管材料幅度方向的波纹形状一定要小。随着板厚的增加鼓起也会增加,严重时2000mm的长度范围内会有5mm以上的鼓起,这样的材料就不能送料了。
(三)与表面非常光滑的卷材相比,表面粗糙的钢板和送料装置辊轮间的摩擦系数要高,所以异型管送料精度会相应地得到提高。需要注意的事,粗糙面压延钢板是在冷轧延伸时,在材料表面会形成非常细小的凹凸,这些粗糙的面会造成轧制油的残留,也便于拉深加工。
(四)驱动送料辊轮的齿轮类齿隙比较小,驱动送料辊轮的伺服电机可以灵活、适度地加、减速。
(五)轧制油膜对送料精度产生影响,轧制完成后如果放置时间过长,轧制油就会发生干燥固化现象,送料时材料就会与送料辊轮发生滑动,使送料的精度下降。
(六)当异型管材料从很宽的材料剪切时,因剪切装置的精度和刚度原因剪切下来的材料幅度会出现正、负误差。在通过模具的导向柱时,材料过窄就会产生间隙,发生抖动,使送料的精度下降。在通过模具的导向柱时,材料过宽会被压缩变形,也会严重降低送料精度。
(七)异型管卷材是由很宽的压延钢板卷曲而成的,相对来说靠近附近的精度比较好,幅宽方向的两端呈现逐渐变薄的现象,厚度的精度明显变差。此时,幅宽精度比较差的卷材也会影响送料精度。
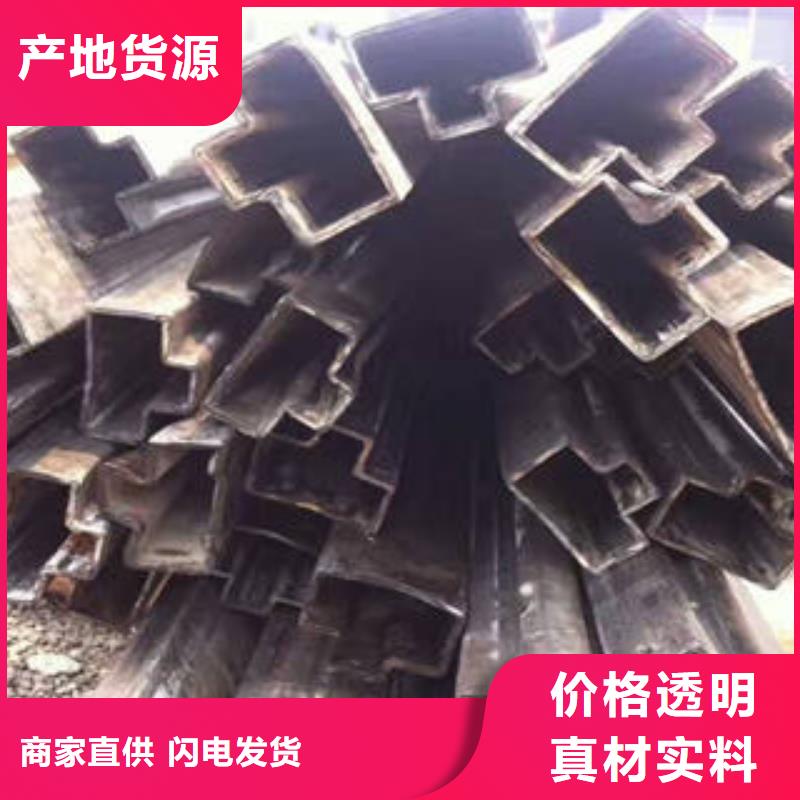
影响异型管轧制压力的八点因素:
异型管的成型方法,主要包括冷拔法、冷轧法、冷弯法、斜轧法、挤压法、推挤法、滚压法、辊拔法、推轧法、连轧法、旋轧法、热轧法以及联合成型法等。今天我们就来为大家介绍一下,影响异型管轧制压力的八点因素:
(一)轧辊直径在其他条件一定时,随着轧辊直径的加大,异型管的接触面积增加,同时接触弧长增加,外摩擦的影响加剧。因而,轧制压力增大。
(二)轧件厚度随着管材厚度的增加,轧制压力减小。反之,轧件越薄,轧制压力越大。
(三)异型管的轧制压力会随着摩擦系数而增加,外摩擦影响加大,平均单位压力增加,轧制压力就会增大。
(四)热轧时随着轧制速率的增加,变形抗力增加。冷轧时随着变形速率的增大、轧件温度的升高,变形抗力有所降低。
(五)压下量在轧辊直径和摩擦系数相同的条件下,随着压下量的增 加,轧件与轧辊的接触面积加大,轧制压力增加。同时接触弧长增加,外影响加剧,平均单位压力增加,轧制压力也随之增大。
(六)轧件宽度随着异型管宽度的增加,接触面积增加,轧制压力增大。
(七)轧制温度随着轧制温度的升高,变形抗力降低,平均单位压力降低,轧制压力减小。
(八)异型管在相同条件下,其化学成分不同,金属的内部组织和性能不同,轧制压力也不同。
今年在河南省郑州市购买异型钢管本地批发有了新选择,亚华钢管有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的异型钢管本地批发产品。如需购买或咨询,请随时联系我们,联系人:胡经理-15066480076,QQ:1050645133,地址:汇通物流园C区303。